![]() 173-2131-5416
173-2131-5416
![]() 0574-88016518
0574-88016518
![]() 173-2131-5416
173-2131-5416
![]() 0574-88016518
0574-88016518
电 话:0574-88016518
邮 箱:xumin@newvin.cn
网 址:www.newvin.net
地 址:宁波市鄞州区金辉西路177号3号楼5楼
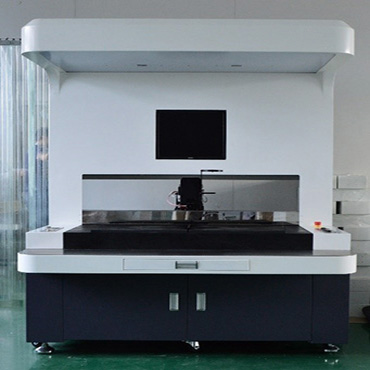
在工业生产中,大量的工业生产过程中需要进行产品表面质量检测,随着现代技术的发展,利用现代化表面质量检测设备进行产品检测的企业越来越多。在这方面的应用主要解决了以下几个方面的问题:
替代人力减少成本。机器视觉的应用可以完全或部分替代人员,以减少人力成本。
2.提高产品质量。在过去生产过程中,大多数是靠人的肉眼来对产品的检测,这不但存在着许多人为因素,而且也不可能对产品进行毫无遗漏的检测。而应对机器视觉可以对产品表面进行100%的检测,同时又可将检测数据储存起来,利于对造成产品质量问题的原因进行实时分析,从而对生产过程给出建设性的反馈信息。
3.提高生产效率。人眼对产品的检测大多是离线检测,无法与生产线的自动生产配合起来。即便是在线检测,也会严重限制生产线的运行速度,因为当生产线的速度超过30m/min。这样的检测速度将极大地促进生产线速率的提升,必将极大地提高生产效率。

机器视觉就是用机器代替人眼来做测量和判断,机器视觉系统是指通过机器视觉产品,即图像摄取装置,分CMOS和CCD两种,将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
机器视觉系统具有高效率、高度自动化的特点,可以实现很高的分辨率精度和速度。机器视觉系统与被检测对象无接触,安全可靠。机器视觉检测系统是采用CCD照相机将被检测的目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号。图像处理系统对这些信号进行各种运算来收取目标的特征,如面积、数量、位置、长度,再根据预设的允许度和其他条件输出结果,包括尺寸、角度、个数、合格/不合格、有/无等,实现自动识别功能。